For Mazda, design is one of their strongest selling points and they have use design to elevate the image of their products to more premium levels. Their designers also use contrasts of light and shade to create a sense of fluid movement even if the vehicle is not moving. Colour, like red, too plays an important role in accentuating a dynamic and delicate expression in line with the Kodo – Soul of Motion – design theme.
Mazda’s designers believe colour to be a crucial element of what gives form to a vehicle. Over the past 10 years, they have been focussing efforts on developing colours with advanced robotic paint technology called Takuminuri. Red, one of the colours symbolizing Mazda, has received special attention with the first colour known as Soul Red Premium.
Now, joining the three colours is Artisan Red Premium which has been developed to extend the range of how the world views red. This colour will be introduced as a premium highlight for models in Mazda’s current line-up as well as forthcoming releases in its Large Product group.
Since the days of Henry Ford who said ‘you can have your car in any colour you want as long as it’s black’, the process of painting a car constantly evolved. In the earliest days, the work was done manually and took around 40 days to complete painting a car. Today, with automated processes using robots, the complete job can take about 18 hours (including passing through the oven). The principles are essentially the same but the technology has become more advanced to achieve higher quality, especially the finish.
However, one constraint in painting cars in factories that assemble them is that variations are very limited. Even the number of colours is controlled for optimization and for personalisation, the work has to be done outside of the normal process. Factory managers would love to do it Henry Ford’s way with just one colour.
However, in today’s market, customers want choice and those who can afford it also want a degree of personalisation. This is especially so in the premium luxury segment and the manufacturers even have special divisions to cater to such specific requirements.
Increasing scope of individualisation
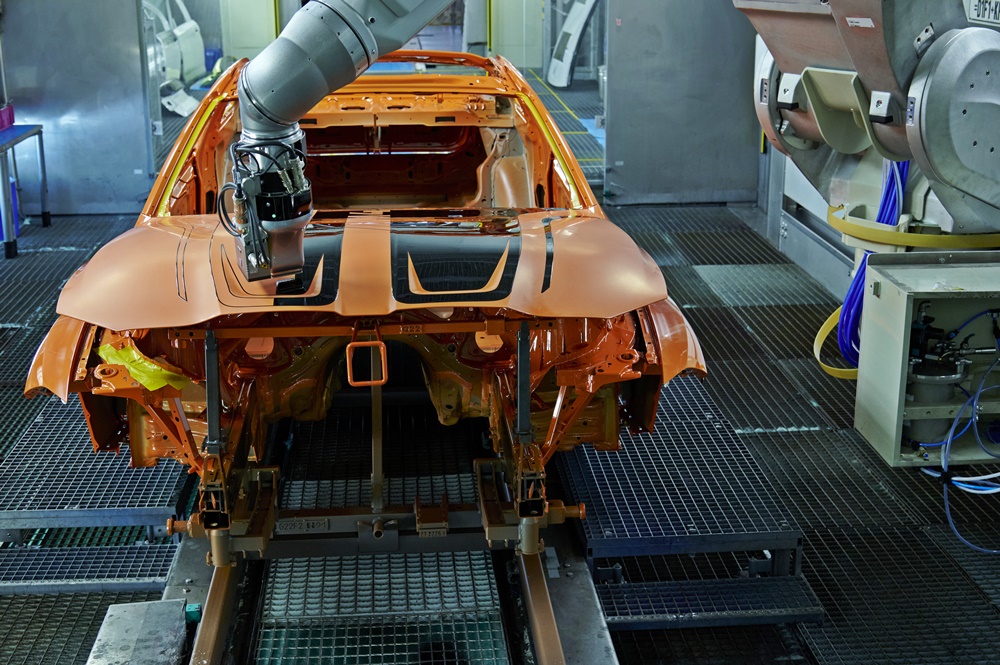
At the BMW Group’s factory in Dingolfing, Germany, a new pilot painting process has begun where several paint colours can be used and designs applied without stencils or masking the vehicle as the process is free of overspray. This highly innovative application method not only increases the scope of individualisation for customers but also contributes to sustainability by reducing waste and energy consumption.
The process developed by the BMW Group, in collaboration with Durr (a well known company in this field) is known as EcoPaintJet Pro application. It applies waterborne base coats and 2K clear coat without electrostatics, relying instead on jet application. In the conventional procedure, paint is atomised by a rotating bell with 35 to 55,000 revolutions per minute and adheres electrostatically to the body.
Different approach to painting
The paint is applied using an orifice plate that enables high edge definition with a variable paint thickness of between 1 and approximately 50 mm. This requires maximum precision from both the robot and application technology. It also means two different colours of paint can be used, eg for a contrasting roof, with stripes and other designs applied on various parts of the bodywork.
The focus of technology and material development was on achieving the maximum range of applications. It will now be possible to paint every exterior component – offering customers virtually limitless options for individualisation.
No need for masking
Until now, custom designs like this can only be realised using manual masking, a time-consuming process. With the new technology, the material and personnel costs this previously entailed will be also eliminated, making it possible to realize these options at a lower cost. The precision of spraying means there is no overspray and therefore no excess paint particles to be disposed of.
A further contribution to sustainable production comes from lower energy consumption. Since paint separation is no longer required, the amount of air needed is also les. At around 7,000 operating hours, this results in energy savings of more than 6,000 megawatt hours and reduces the carbon footprint by nearly 2,000 tonnes per year.
BMW M4 Coupe used for trial run
The technology is being used for the first time for 19 BMW M4 Coupes. These will have custom two-tone paintwork and M4 identification on the bonnet and tailgate. With the paintwork for the M4 small series, the BMW Group is testing the possibilities of the new process. These unique vehicles will initially be used in the company’s own fleet. Wider use of the innovative paint process is scheduled to begin in 2022 when other factories in the BMW Group production network adopt it.
Before the 1970s, corrosion in metal car bodies was a problem and one of the reasons was that the protective layer of primer paint was not effectively applied over the metal surfaces. It was manually sprayed on so there would be some little sections that may not have been covered. And like a cut in your skin allowing germs to enter your body and infect you, a small unprotected spot on the metal could allow corrosion to start.
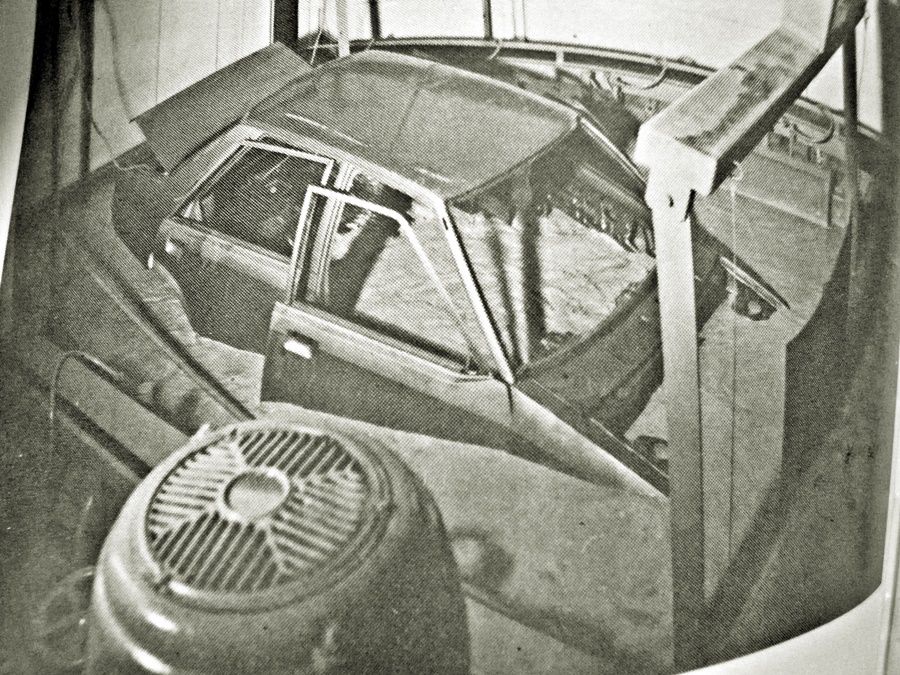
This changed when the electro-deposition (ED) dipping process was introduced where the entire bodyshell was submerged in a giant tank of primer paint. It was covered 100% and even the cavities got properly covered. After the 1970s, corrosion issues reduced significantly. Galvanization of the steel (adding a zinc coating) also made a big contribution to reducing corrosion and enabling vehicles to last longer.
The ASSB plant in Shah Alam, Selangor, started using the ED system in 1979 and corrosion resistance of Toyotas increased significantly, The picture shows a KE70 Corolla being lowered into a tank of primer paint so coverage is complete.
Over the primer goes coloured paint that is sprayed on either manually or in many plants these days, with robotic spraying machines. The quality of application has improved greatly over the years, but coating efficiency has been around 60% to 70%, which you aren’t like to notice but to the quality control people, it is a known issue.
95% coating efficiency
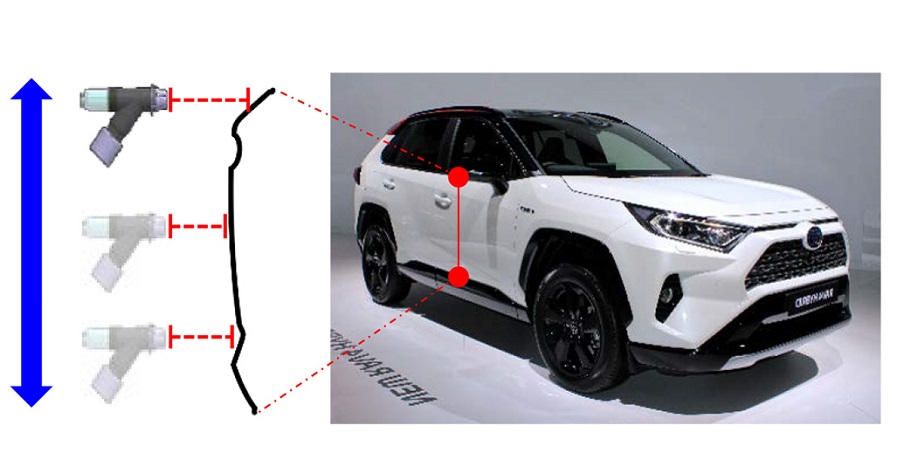
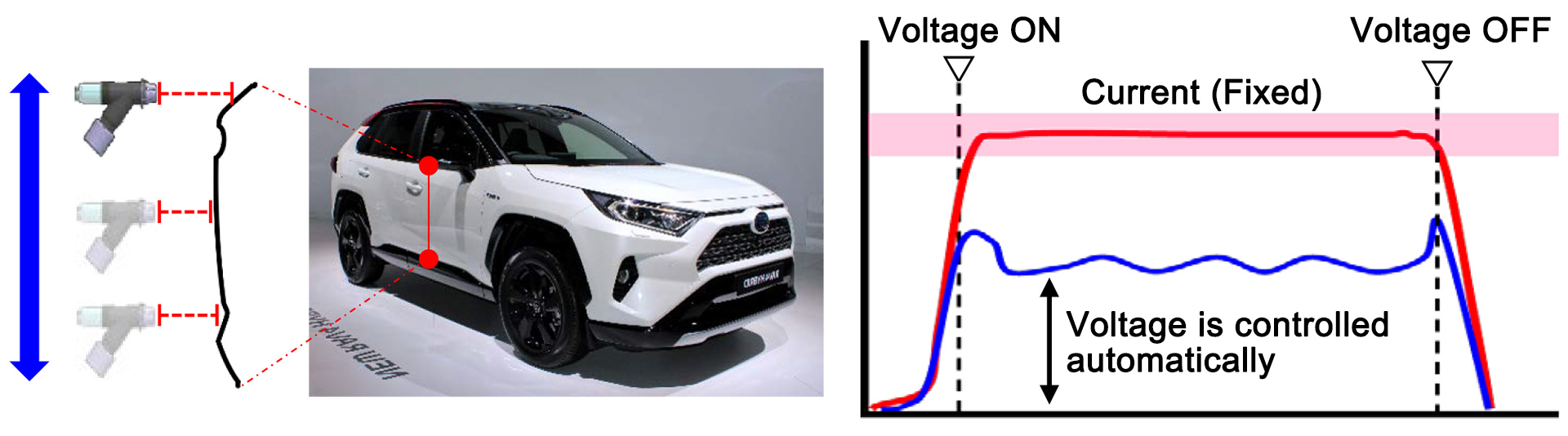
Now Toyota has developed a new type of airless paint atomizer that achieves over 95% coating efficiency (the amount of paint sprayed versus the amount that actually adheres onto the vehicle body), the highest in the world. The machine – the first of its kind in the world – uses static electricity instead of air, to replace the conventional air paint atomizers used in the vehicle body painting process.
By deploying the airless paint atomizer in Toyota Group’s painting process, it is expected that the factories in the Group can reduce CO2 emissions by about 7% as well. In addition, the collection device situated at the bottom of the paint booth (the area where paint is sprayed) can be made more compact. Therefore, painting production lines in the future can be more compact.
Toyota is advancing initiatives to achieve its Plant Zero CO2 Emissions Challenge, one of the targets included in the Toyota Environmental Challenge 2050 announced in 2015. As part of this effort, it developed the airless paint atomizer and deployed it at both Takaoka and Tsutsumi Plants. Gradual deployment at other plants is planned as well as consideration of deployment among other Toyota Group companies and licensing the technology to other companies.
How it works
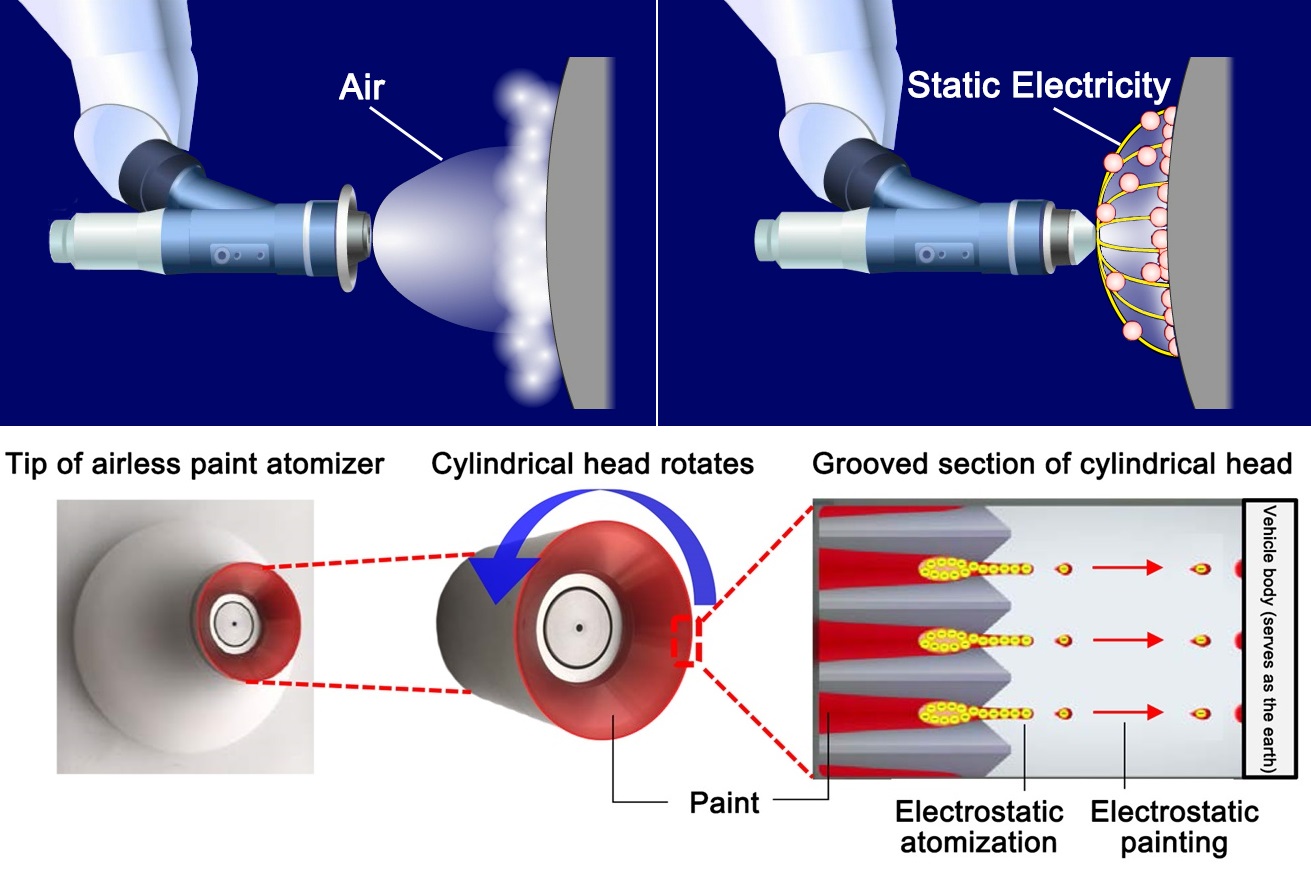
Conventional air paint atomizer sprayed paint primarily using aerodynamic force, then paint the vehicle body with the atomized particles using an air paint atomizer. For this reason, paint particles are scattered by the air ricocheting off the vehicle body, with up to 40% lost. By comparison, the new airless paint atomizer uses electricity to spray the paint (electrostatic atomization), and the statically charged particles coat in such a way that they gravitate toward the vehicle body (electrostatic painting).
Electrostatic atomization and electrostatic painting technologies greatly reduce the number of atomized particles that scatter, thereby achieving a higher coating efficiency. In a way, it is like the ED process that has been used for applying primer where electrical charges attract the paint to stick onto the metal.
Cycle & Carriage Bintang Berhad has achieved a remarkable feat, scoring a perfect score of 100% for the second time, in Daimler AG’s stringent ‘Centre of Competence’ certification for its Batu Caves Body & Paint (B&P) Facility in Kuala Lumpur. The company, which has been associated with Mercedes-Benz since 1951, also achieved 98% and 96% for its Johor Bahru and Bukit Tengah facilities, respectively.
“Our network of Body & Paint repair facilities scoring above the global median is the result of Cycle & Carriage’s investment into our people, sites, and systems. With Daimler AG’s stringent evaluation criteria, the excellent performance that our facilities continue to demonstrate is a testament that we are moving in the right direction in support of Mercedes Benz customers in this country. We are honoured to receive this certification from Daimler AG, and we intend to continue excelling in the delivery of premium automotive experiences to our customers,” said Cycle & Carriage CEO, Wilfrid Foo.
Cycle & Carriage Batu Caves is an authorised B&P Repair Facility with the expertise to conduct structural repairs on Mercedes-Benz vehicles while upholding global safety standards to provide customers peace of mind.
Handling up to 130 vehicles monthly
Covering over 45,000 sq ft with 22 body and paint work bays, the facility has the capacity to service up to 130 vehicles every month. Meanwhile, the Johor Bahru and Bukit Tengah facilities collectively have 20 body and paint work bays and the capacity to service 120 vehicles every month. Cycle & Carriage currently has the largest network of Daimler AG certified B&P Repair Facilities in Malaysia.
Obtaining the ‘Centre of Competence’ certification involved an evaluation on Cycle & Carriage’s workshop equipment for both, body repair and paint areas, auxiliary material, repair processes and administration practices. To remain up-to-date with the latest automotive innovations and technologies, Cycle & Carriage employees undergo regular up-skilling training at the Mercedes-Benz Malaysia Training Academy.
Mercedes-Benz Malaysia has a Training Academy in Glenmarie, Selangor which provides regular up-skilling training so technicians stay abreast of latest technologies.
Globally certified technicians
“Representing a marque brand that is a beacon of automotive excellence, we are proud to match this with exceptional after care service and expertise. Our facilities are home to state-of-the-art tools, globally certified and skilled technicians equipped to restore and care for an extensive range of Mercedes-Benz vehicles in Malaysia. This reflects Cycle & Carriage’s complete ecosystem that takes care of our customers every step of the way,” said Mr. Foo.
“Congratulations to the dynamic team at Cycle & Carriage Batu Caves, Johor Bahru and Bukit Tengah for constantly raising the benchmark of retail and service, going the extra mile to understand and meet our customers’ needs. This is the backbone of ‘Exceptional Journeys’ we promise customers,” he added.
Another high point in 120th year
This certification is another feather in the cap for Cycle & Carriage as it continues its year-long 120th anniversary celebration. The celebration kicked into high gear recently, with the premium automotive retail and aftersales leader taking time to record its appreciation for the years of loyalty and dedication from employees at a special townhall session and simultaneous movie screenings at locations in the Klang Valley, Ipoh, Penang and Johor.
Cycle & Carriage has been in business for 120 years and brought the Mercedes-Benz brand to Malaysia in 1951. It also began local assembly of the German cars in 1965.
“Our people have laid a solid foundation over the years, forming the bedrock of the Cycle & Carriage heritage. We continue to empower our people to experience growth and fulfillment both professionally and personally. Empowered employees go on to deliver the genuinely Exceptional Journeys our customers experience and associate with our Cycle & Carriage identity,” explained Mr. Foo.
The company’s passion in empowering people extends into uplifting marginalised youth by promoting the Technical and Vocational Education and Training agenda. Cycle & Carriage announced its inaugural Cycle & Carriage Study Grant Programme this year, a grant to help youth from low income Malaysian families gain access to quality technical and vocational education. Furthermore, Cycle & Carriage also donated computer equipment for the benefit of vocational institute, Montfort Boys Town’s Computer Maintenance Programme trainees earlier this year. Cycle & Carriage’s involvement in the social development of the local community is an indicator of its commitment to the community in Malaysia.
Commemorating its 120-year legacy in premium automotive excellence, Cycle & Carriage also launched a regional campaign to give away 120 exceptional journeys of specially curated trips to three enticing destinations: Mongolia, Nepal and Korea. The campaign embodies the brand’s commitment to deliver exceptional people-focused experiences.